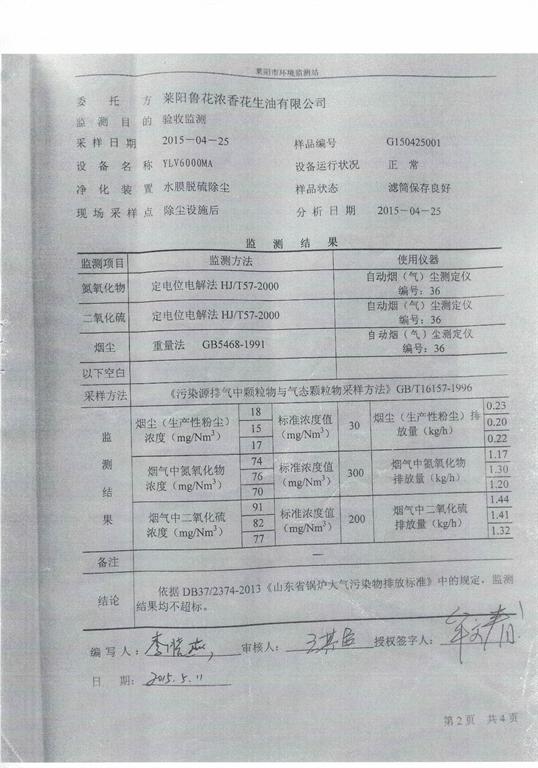
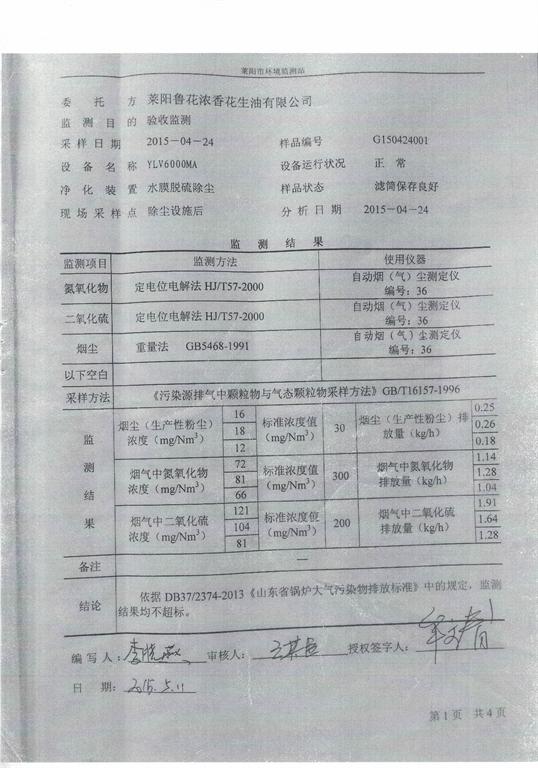
水膜脫硫除塵器工作原理是:含硫氣體在渦輪增壓湍流裝置的作用下,以高速旋轉(zhuǎn)和擴(kuò)散的狀態(tài)與吸收漿液形成的強(qiáng)化湍流傳質(zhì)����。傳質(zhì)的過(guò)程是使氣液形成乳化層����,不僅化學(xué)吸收中和快,液膜始終接近中性�,能使全過(guò)程保持_高且穩(wěn)定的傳質(zhì)速率,因此,它是一種__的低阻_脫硫設(shè)備��。我公司為萊陽(yáng)魯花濃香花生油有限公司安裝了一臺(tái)水膜脫硫除塵器�����,在除塵設(shè)備正常運(yùn)行的狀態(tài)下對(duì)其排放的煙塵濃度進(jìn)行了檢測(cè)��,檢測(cè)報(bào)告如下:
對(duì)于本標(biāo)設(shè)備����,我公司將按ISO9001質(zhì)量體系組織生產(chǎn)。重點(diǎn)對(duì)采購(gòu)材料�、生產(chǎn)過(guò)程、檢驗(yàn)和試驗(yàn)以及不合格品進(jìn)行嚴(yán)格的控制�。具體措施如下:
A、用于產(chǎn)品活動(dòng)的原材料將在合格的分承包方進(jìn)行�����,并提供材質(zhì)證明�����;
B���、投入生產(chǎn)過(guò)程的原材料_是檢驗(yàn)合格的���,不合格的原材料杜絕投入生產(chǎn)��;
C���、型材、板材表面應(yīng)無(wú)銹蝕無(wú)裂紋無(wú)氣泡和明顯麻點(diǎn)�,對(duì)特殊材料應(yīng)進(jìn)行理化復(fù)查
D、焊條�、焊絲應(yīng)有合格證書(shū)及檢驗(yàn)記錄。檢驗(yàn)人員應(yīng)進(jìn)行驗(yàn)證���。
2�����、生產(chǎn)過(guò)程控制
A��、嚴(yán)格按圖紙的工藝規(guī)程執(zhí)行,對(duì)主要零部件實(shí)行首檢���、巡檢和終檢��;
B���、對(duì)工序間出現(xiàn)的不合格產(chǎn)品不得轉(zhuǎn)入下道工序���;
C、擔(dān)任操作的焊工_持有焊工合格證���,所有對(duì)接焊縫_焊透���,所有對(duì)接(需要時(shí))應(yīng)按工藝要求_有坡口的焊接準(zhǔn)備;
D��、施焊前應(yīng)對(duì)主要構(gòu)件的坡口�、焊接間隙量和錯(cuò)邊量進(jìn)行檢查,在焊接連接處軋屑(軋制氧化皮)油脂��、銹蝕應(yīng)_干凈��,焊縫外行尺寸應(yīng)嚴(yán)格按圖樣和工藝規(guī)定執(zhí)行��。操作者應(yīng)做好自檢�,檢驗(yàn)員做好專檢;
E��、車間對(duì)選用的焊條型號(hào)、焊接設(shè)備��、電流��、工具�����、烘焙溫度�����、時(shí)間進(jìn)行檢查�����。對(duì)焊接設(shè)備_每隔二天檢查一次��,反映設(shè)備處于正?��;虍惓顟B(tài)����;
F����、型材切割后,漏在外面的斷面應(yīng)磨出光滑的平面�。對(duì)鋼板切割應(yīng)_直線度、垂直度���。
3��、焊接檢驗(yàn)控制
A��、對(duì)重要承載構(gòu)件的拼接_焊透及熔合狀態(tài)���;
B、對(duì)焊縫的檢測(cè)還應(yīng)包括:外觀����、裂紋、焊渣及飛濺和焊縫外型尺寸����。
4、裝配試驗(yàn)控
A���、分件發(fā)運(yùn)產(chǎn)品件出廠前進(jìn)行對(duì)拼裝試驗(yàn)���。測(cè)直線度�、大小口尺寸��、安裝孔距��,并測(cè)量長(zhǎng)度����、寬度和對(duì)角線;
B��、灰斗板單片拼裝試驗(yàn)�����。測(cè)高度�、上下口尺寸、安裝孔距�;
C、生產(chǎn)車間按工藝要求做好配對(duì)及試組對(duì)件的標(biāo)識(shí)��。
5�����、除銹、油漆控制
A�����、除銹��、油漆嚴(yán)格按工藝規(guī)程進(jìn)行��。檢查內(nèi)容應(yīng)包括油漆合格證�、規(guī)格�、除銹質(zhì)量和油漆厚度;
B�、包裝按工藝規(guī)定要求進(jìn)行控制;
6��、其他
A��、檢驗(yàn)人員應(yīng)加強(qiáng)沓接和產(chǎn)品外觀質(zhì)量的檢驗(yàn)控制��。焊縫標(biāo)注尺寸用焊縫檢驗(yàn)尺測(cè)量���,并對(duì)焊縫外觀進(jìn)行_目測(cè)質(zhì)量���。染色滲透15%�����,重要部件10%射線檢驗(yàn)�。
B��、檢驗(yàn)員應(yīng)對(duì)錯(cuò)漏檢負(fù)責(zé)����,并做好預(yù)防控制,嚴(yán)格把好檢驗(yàn)關(guān)����;
C、在工藝加工過(guò)程中�����,應(yīng)強(qiáng)化工藝紀(jì)律�����,加強(qiáng)自檢�����、首檢、巡檢和終檢����,預(yù)防質(zhì)量事故的發(fā)生,出現(xiàn)不合格應(yīng)按規(guī)定程序堅(jiān)決隔離��,防止混用��;

系方式.jpg)
